CN
在PET瓶胚注塑行业,锁模机构是注塑机的“心脏”,直接决定了瓶胚的同心度、壁厚均匀度以及最终吹瓶的成品率。今天,我们深度对比两种主流技术:直压式合模机构 与 机铰式锁模机构。
力的传递路径:区别在哪里?
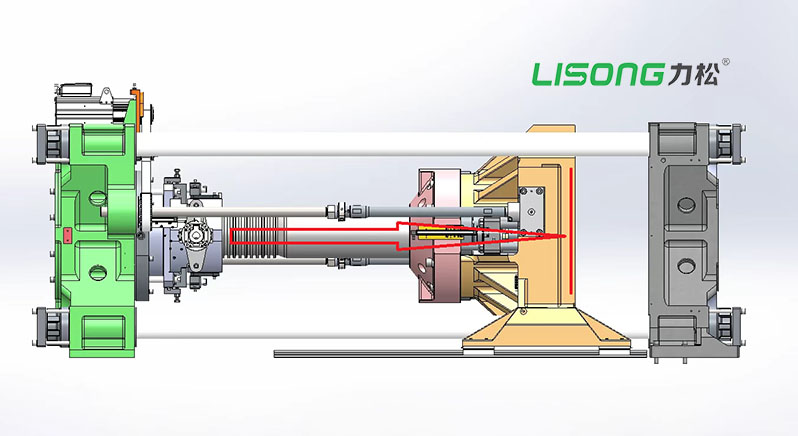
直压式合模机构:
采用大直径液压油缸直接驱动模板移动,锁模力沿机器中心轴线产生,垂直作用于模板中心,将其平直地推向模具。
机铰式锁模机构:
采用曲肘连杆机构,通过机械扩力原理,将小油缸的推力放大。合模力通过铰轴的传递,集中在模板的四个角。
核心差异:锁模力的分布
直压式合模机构 — 中心向四周均匀分散
力分布特点: 锁模力从模板中心产生,向四周径向均匀扩散,直达模具分型面。
模板状态: 模板受力均匀,变形极小,保持极高的平整度。
对PET瓶胚的影响:
锁模稳定且精密,模具分型面各处压力一致。
锁模力平衡度高,有效保障了每一腔(48/72/96腔)产品的一致性。
结果: 每个瓶胚的同心度、壁厚完全一致,良品率极高。
机铰式锁模机构 — 集中在模板边缘
力分布特点: 由于机械杠杆结构的限制,锁模力主要集中在模板的四角和边缘。
模板状态: 模板中心受力不足,容易产生挠曲变形。在高注射压力下,模具中心分型面会发生微小弹性变形。
对PET瓶胚的影响:
模具中心锁模力得不到有效保障,分型面在注塑时被迫撑开。
直接导致瓶胚同心度偏差(型芯偏移),瓶胚壁厚一边厚一边薄。
严重后果: 吹制后的瓶子受力不均,耐压能力差,极易发生“爆瓶”,产品不良率居高不下。
直观对比表
|
对比项 |
直压式合模 |
机铰式锁模 |
|
锁模力来源 |
中心油缸直推 |
铰链机械放大 |
|
锁模力分布 |
从中心向分型面均匀分散 |
集中在模板边缘 |
|
模板变形量 |
极小(刚性强) |
大(中心易凹陷/凸起) |
|
瓶胚同心度 |
高精度,同心度优良 |
偏差大,瓶口偏移 |
|
壁厚均匀性 |
完美均匀 |
不均匀(中间薄,四周厚) |
|
爆瓶风险 |
低 |
高(中心壁薄导致) |
|
维护成本 |
低(结构简单) |
高(铰销磨损需定期更换) |
对于PET瓶胚这种对精密性要求极高的产品,直压式合模机构是唯一正确的选择。它的锁模力从模板中心向模具分型面均匀分散,确保了模板不变形,锁模力平衡稳定。每一腔产品都受到同等力的保护,保证了壁厚的完美均匀。
而机铰式锁模机构天生存在“中心无力”的缺陷,锁模力被迫分布在边缘,导致模板中心变形,瓶胚壁厚偏差。这不仅造成同心度偏移,更直接导致吹瓶时大量爆瓶,给企业带来巨大的废品损失。